



-

轨道交通行业
轨道交通、汽车、模具、风电、新能源、新材料等
-

模具行业
轨道交通、汽车、模具、风电、新能源、新材料等
-

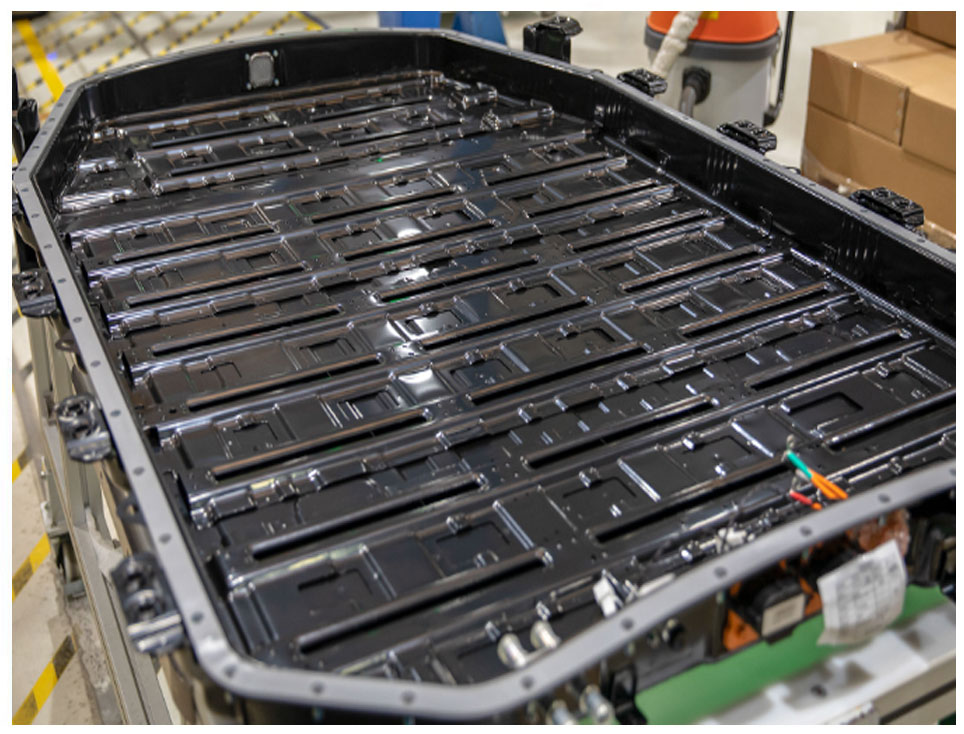
汽车新能源
轨道交通、汽车、模具、风电、新能源、新材料等
-

风电船舶
轨道交通、汽车、模具、风电、新能源、新材料等
-
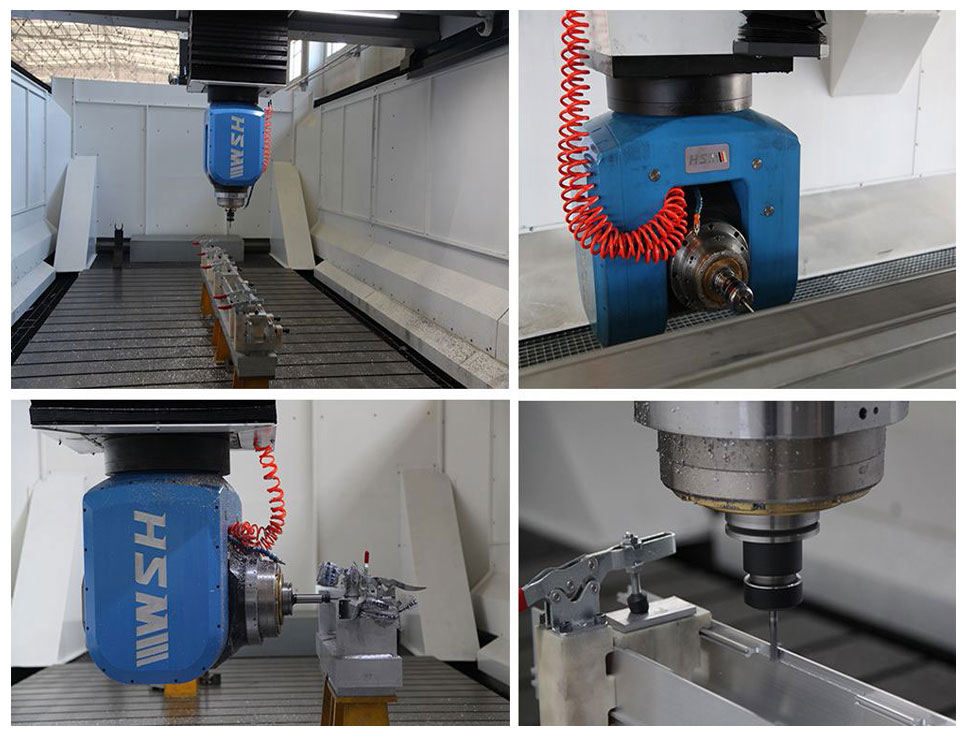
产品中心
-
专业五轴加工中心制造供应商







意特利是一家集*数控加工中心科研、生产和销售于一体的高科技企业。被评为*“专精特新”小巨人企业,“高新技术”企业。
专注五轴加工中心制造供应商-
荣誉资质
-
我们拥有多项资质认可与认证








YTL